|
Сварочное оборудование
Каталог оборудования
|
Автоматическая дуговая сварка
Сводная таблица по сварочным головкам
Сводная таблица по сварочным автоматам
* для каждой дуги Автоматическая сваркаДля автоматизации сварочного процесса необходимо выполнять 2 условия:
Если одно из вышеуказанных условий не выполняется, сварка называется полуавтоматической. Если оба условия выполнены, то этот процесс – автоматическая сварка. При использовании на производстве автоматических и полуавтоматических установок повышает производительность труда и качество изготавливаемых изделий. Все устройства для автоматической дуговой сварки делятся на 3 группы:
Сварочные автоматы отличаются по:
Автомат сварочный состоит из:
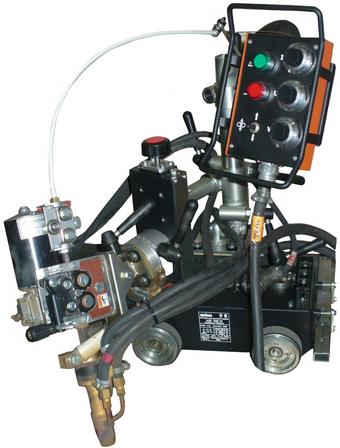
Головка сварочная – основной узел автомата. Она обеспечивает подачу сварочного материала в зону сварки. С помощью сварочной головки подводится электрический ток, поддерживается стабильный процесс сварки. Сварочная головка состоит из:
Основные функции сварочной головки – это подача в зону сварки сварочного материала и подвод к нему напряжения, поддержание стабильных параметров сварки или их изменения по заданной программе. Автоматическая сварка осуществляется двумя способами: неподвижной остается сварочная головка или неподвижной остается само изделие (сварочный трактор). |


+7(495) 668-13-21 Москва
+7(383) 207-88-58 Новосибирск
+7(343) 318-01-83 Екатеринбург
+7(351) 202-01-94 Челябинск
+7(346) 294-95-91 Сургут
+7(8442) 78-01-43 Волгоград
+7(345) 265-88-38 Тюмень
8(800) 333-92-42 Россия
Санкт-Петербург
Обращаем ваше внимание на то, что вся предоставленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.